ಉಕ್ಕಿನಲ್ಲಿರುವ ಕಾರ್ಬನ್ ಅಂಶವು ಮುನ್ನುಗ್ಗುವ ವಸ್ತುಗಳ ಬೆಸುಗೆಯ ಮೇಲೆ ಪ್ರಭಾವ ಬೀರುವ ಪ್ರಮುಖ ಅಂಶಗಳಲ್ಲಿ ಒಂದಾಗಿದೆ. ಉಕ್ಕು, ಕಬ್ಬಿಣ ಮತ್ತು ಇಂಗಾಲದ ಸಂಯೋಜನೆಯು ವಿಭಿನ್ನ ಇಂಗಾಲದ ಅಂಶದ ಮಟ್ಟವನ್ನು ಹೊಂದಬಹುದು, ಇದು ಶಕ್ತಿ, ಗಡಸುತನ ಮತ್ತು ಡಕ್ಟಿಲಿಟಿ ಸೇರಿದಂತೆ ಅದರ ಯಾಂತ್ರಿಕ ಗುಣಲಕ್ಷಣಗಳನ್ನು ನೇರವಾಗಿ ಪರಿಣಾಮ ಬೀರುತ್ತದೆ. ಬೆಸುಗೆ ಹಾಕಿದ ಫೋರ್ಜಿಂಗ್ಗಳಿಗೆ, ಇಂಗಾಲದ ವಿಷಯ ಮತ್ತು ವೆಲ್ಡಿಂಗ್ ಕಾರ್ಯಕ್ಷಮತೆಯ ನಡುವಿನ ಸಂಬಂಧವನ್ನು ಅರ್ಥಮಾಡಿಕೊಳ್ಳುವುದು ವೆಲ್ಡ್ ಕೀಲುಗಳ ಸಮಗ್ರತೆ ಮತ್ತು ಗುಣಮಟ್ಟವನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ನಿರ್ಣಾಯಕವಾಗಿದೆ.
ಕಡಿಮೆ ಇಂಗಾಲದ ಉಕ್ಕುಗಳು, ಸಾಮಾನ್ಯವಾಗಿ 0.30% ಕ್ಕಿಂತ ಕಡಿಮೆ ಇಂಗಾಲವನ್ನು ಒಳಗೊಂಡಿರುತ್ತವೆ, ಇದು ಅತ್ಯಂತ ಬೆಸುಗೆ ಮಾಡಬಹುದಾದ ವಸ್ತುಗಳಾಗಿವೆ. ಈ ಉಕ್ಕುಗಳು ಉತ್ತಮ ಡಕ್ಟಿಲಿಟಿ ಮತ್ತು ಮೆದುತ್ವವನ್ನು ಪ್ರದರ್ಶಿಸುತ್ತವೆ, ಇದು ವ್ಯಾಪಕ ಶ್ರೇಣಿಯ ವೆಲ್ಡಿಂಗ್ ಅಪ್ಲಿಕೇಶನ್ಗಳಿಗೆ ಸೂಕ್ತವಾಗಿದೆ. ಕಡಿಮೆ ಇಂಗಾಲದ ಅಂಶವು ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಮತ್ತು ನಂತರ ಶಾಖ-ಬಾಧಿತ ವಲಯದಲ್ಲಿ (HAZ) ಬಿರುಕುಗೊಳ್ಳುವ ಅಪಾಯವನ್ನು ಕಡಿಮೆ ಮಾಡುತ್ತದೆ. ಏಕೆಂದರೆ ಕಡಿಮೆ ಇಂಗಾಲದ ಮಟ್ಟವು ಕಡಿಮೆ ಗಟ್ಟಿಯಾಗುವಿಕೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ, ಅಂದರೆ ವಸ್ತುವು ಮಾರ್ಟೆನ್ಸೈಟ್ನಂತಹ ಸುಲಭವಾಗಿ ಸೂಕ್ಷ್ಮ ರಚನೆಗಳನ್ನು ರೂಪಿಸುವ ಸಾಧ್ಯತೆ ಕಡಿಮೆ, ಇದು ಬೆಸುಗೆ ಹಾಕಿದ ಪ್ರದೇಶಗಳಲ್ಲಿ ಸಮಸ್ಯಾತ್ಮಕವಾಗಿರುತ್ತದೆ. ಹೀಗಾಗಿ, ಕಡಿಮೆ ಇಂಗಾಲದ ಅಂಶವನ್ನು ಹೊಂದಿರುವ ಮುನ್ನುಗ್ಗುವಿಕೆಗಳು ವೆಲ್ಡಿಂಗ್ ಪ್ರಕ್ರಿಯೆಗಳಲ್ಲಿ ಬಿರುಕು ಅಥವಾ ಅಸ್ಪಷ್ಟತೆಗೆ ಸಂಬಂಧಿಸಿದ ಕಡಿಮೆ ಸಮಸ್ಯೆಗಳನ್ನು ಹೊಂದಿರುತ್ತವೆ.
ಇದಕ್ಕೆ ವ್ಯತಿರಿಕ್ತವಾಗಿ, ಇಂಗಾಲದ ಅಂಶವು ಹೆಚ್ಚಾದಂತೆ, ಉಕ್ಕಿನ ಬೆಸುಗೆಯ ಸಾಮರ್ಥ್ಯವು ಕಡಿಮೆಯಾಗುತ್ತದೆ. 0.30% ಮತ್ತು 0.60% ರ ನಡುವಿನ ಇಂಗಾಲದ ಅಂಶವನ್ನು ಹೊಂದಿರುವ ಮಧ್ಯಮ-ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ಗಳು ಕಡಿಮೆ-ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ಗಳಿಗೆ ಹೋಲಿಸಿದರೆ ಹೆಚ್ಚಿನ ಶಕ್ತಿ ಮತ್ತು ಗಡಸುತನವನ್ನು ನೀಡುತ್ತವೆ ಆದರೆ ವೆಲ್ಡಿಂಗ್ ಸಮಯದಲ್ಲಿ ಹೆಚ್ಚಿನ ಅಪಾಯಗಳೊಂದಿಗೆ ಬರುತ್ತವೆ. ಹೆಚ್ಚಿನ ಇಂಗಾಲದ ಅಂಶವು ಹೆಚ್ಚಿನ ಗಡಸುತನಕ್ಕೆ ಕಾರಣವಾಗುತ್ತದೆ, ಇದು HAZ ನಲ್ಲಿ ಮಾರ್ಟೆನ್ಸಿಟಿಕ್ ರಚನೆಗಳನ್ನು ರೂಪಿಸುವ ಸಾಧ್ಯತೆಯನ್ನು ಹೆಚ್ಚಿಸುತ್ತದೆ. ಈ ಸೂಕ್ಷ್ಮ ರಚನೆಗಳು ಗಟ್ಟಿಯಾಗಿರುತ್ತವೆ ಮತ್ತು ಹೆಚ್ಚು ದುರ್ಬಲವಾಗಿರುತ್ತವೆ, ವಿಶೇಷವಾಗಿ ಒತ್ತಡ ಅಥವಾ ಪ್ರಭಾವದ ಅಡಿಯಲ್ಲಿ ಬಿರುಕು ಬೀಳುವ ಸಾಧ್ಯತೆಗಳನ್ನು ಹೆಚ್ಚಿಸುತ್ತವೆ. ಈ ಸಮಸ್ಯೆಗಳನ್ನು ತಡೆಗಟ್ಟಲು ಮಧ್ಯಮ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ ಫೋರ್ಜಿಂಗ್ಗಳನ್ನು ಬೆಸುಗೆ ಹಾಕುವಾಗ ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸುವಿಕೆ ಮತ್ತು ನಂತರದ ವೆಲ್ಡ್ ಶಾಖ ಚಿಕಿತ್ಸೆಯಂತಹ ವಿಶೇಷ ಕಾಳಜಿಯ ಅಗತ್ಯವಿರುತ್ತದೆ.
0.60% ಕ್ಕಿಂತ ಹೆಚ್ಚು ಇಂಗಾಲವನ್ನು ಹೊಂದಿರುವ ಹೈ-ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ಗಳು ವೆಲ್ಡಿಂಗ್ಗೆ ದೊಡ್ಡ ಸವಾಲುಗಳನ್ನು ಒಡ್ಡುತ್ತವೆ. ಹೆಚ್ಚಿನ ಇಂಗಾಲದ ಅಂಶವು ಉಕ್ಕಿನ ಗಡಸುತನ ಮತ್ತು ಸುಸ್ಥಿರತೆಯನ್ನು ಗಣನೀಯವಾಗಿ ಹೆಚ್ಚಿಸುತ್ತದೆ, ಇದು ಬೆಸುಗೆ ಪ್ರಕ್ರಿಯೆಯಲ್ಲಿ ಬಿರುಕುಗೊಳ್ಳಲು ಹೆಚ್ಚು ಒಳಗಾಗುತ್ತದೆ. ಕೆಲವು ಸಂದರ್ಭಗಳಲ್ಲಿ, ಹೆಚ್ಚಿನ ಕಾರ್ಬನ್ ಸ್ಟೀಲ್ಗಳಿಗೆ ವಿಶೇಷವಾದ ಬೆಸುಗೆ ತಂತ್ರಗಳು ಬೇಕಾಗಬಹುದು ಅಥವಾ ಪ್ರಕ್ರಿಯೆಗೆ ಗಣನೀಯ ಮಾರ್ಪಾಡುಗಳಿಲ್ಲದೆಯೇ ಬೆಸುಗೆಗೆ ಸೂಕ್ತವಾಗಿರುವುದಿಲ್ಲ. ಪೂರ್ವಭಾವಿಯಾಗಿ ಕಾಯಿಸುವಿಕೆ, ಇಂಟರ್ಪಾಸ್ ತಾಪಮಾನ ನಿಯಂತ್ರಣ ಮತ್ತು ವೆಲ್ಡ್ ನಂತರದ ಶಾಖ ಚಿಕಿತ್ಸೆಗಳು ಹೆಚ್ಚಿನ ಇಂಗಾಲದ ಉಕ್ಕಿನ ಮುನ್ನುಗ್ಗುವಿಕೆಗಳಲ್ಲಿ ದುರ್ಬಲವಾದ ವೈಫಲ್ಯವನ್ನು ತಪ್ಪಿಸಲು ನಿರ್ಣಾಯಕವಾಗಿವೆ.
ಸಾರಾಂಶದಲ್ಲಿ, ಉಕ್ಕಿನ ಕಾರ್ಬನ್ ಅಂಶವು ಖೋಟಾ ಘಟಕಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕುವಿಕೆಯ ಯಶಸ್ಸನ್ನು ನಿರ್ಧರಿಸುವಲ್ಲಿ ಪ್ರಮುಖ ಪಾತ್ರವನ್ನು ವಹಿಸುತ್ತದೆ. ಕಡಿಮೆ-ಇಂಗಾಲದ ಉಕ್ಕುಗಳು ಹೆಚ್ಚು ಬೆಸುಗೆ ಹಾಕಬಹುದಾದವು, ಆದರೆ ಮಧ್ಯಮ ಮತ್ತು ಹೆಚ್ಚಿನ-ಇಂಗಾಲದ ಉಕ್ಕುಗಳು ಬಿರುಕುಗಳಂತಹ ದೋಷಗಳನ್ನು ತಡೆಗಟ್ಟಲು ವೆಲ್ಡಿಂಗ್ ನಿಯತಾಂಕಗಳನ್ನು ಹೆಚ್ಚು ಎಚ್ಚರಿಕೆಯಿಂದ ನಿಯಂತ್ರಿಸುವ ಅಗತ್ಯವಿರುತ್ತದೆ. ವಿವಿಧ ಕೈಗಾರಿಕಾ ಅನ್ವಯಿಕೆಗಳಲ್ಲಿ ಬೆಸುಗೆ ಹಾಕಿದ ಫೋರ್ಜಿಂಗ್ಗಳ ಬಾಳಿಕೆ ಮತ್ತು ಕಾರ್ಯಕ್ಷಮತೆಯನ್ನು ಖಚಿತಪಡಿಸಿಕೊಳ್ಳಲು ಇಂಗಾಲದ ವಿಷಯವನ್ನು ಅರ್ಥಮಾಡಿಕೊಳ್ಳುವುದು ಮತ್ತು ಸೂಕ್ತವಾದ ವೆಲ್ಡಿಂಗ್ ಕಾರ್ಯವಿಧಾನಗಳನ್ನು ಆಯ್ಕೆ ಮಾಡುವುದು ಅತ್ಯಗತ್ಯ.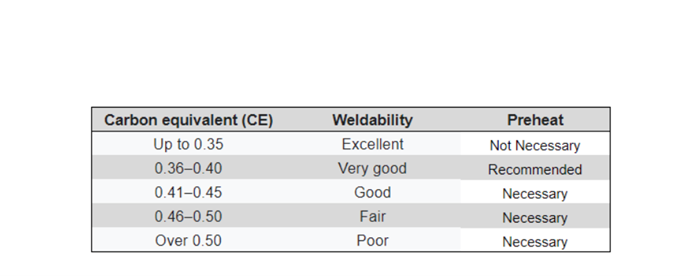
ಪೋಸ್ಟ್ ಸಮಯ: ಅಕ್ಟೋಬರ್-16-2024



